
 020-28912259 13602211515
020-28912259 13602211515 如您有问题请给我们留言,hqcinspection@vip.163.com
如您有问题请给我们留言,hqcinspection@vip.163.com



公司地址: 广东省广州市白云区人和兴泰路1号奔立尔大厦A605
值班固话: 020-28912259
值班手机: 13602211515
邮箱地址:hqcinspection@vip.163.com
1 目的
对冲压件检验的方法、频次、项目和合格标准作出规定。
2 适用范围
本规程适用于所有冲压件的检验。
3 抽样依据
3.1除非有特别说明,抽样依据按《抽样检验计划》规定的要求进行。
3.2 若客户有要求时,则依客户的要求抽样检验。
3.3 其它未列入的项目有必要时参照国家或行业标准执行。
4 检验设备及工具
卷尺、卡尺、3M胶带、盐雾试验箱、ROHS测试仪,高度规,塞规
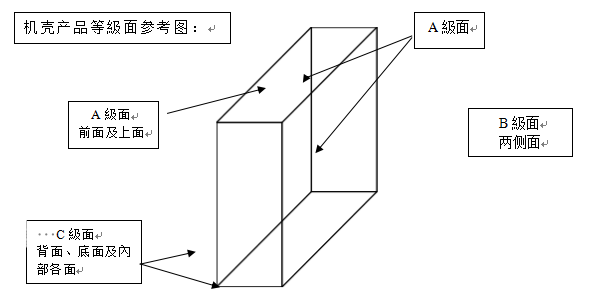
5.外观面定义分类
|
面类 |
外观面定义 |
|
A级面 |
客户经常看到的面。如面板,机箱的上表面、正面,出给客户的零件等。 |
|
B级面 |
不移动的情况下,客户偶尔能看到的面,如机箱的后面、侧面、顶部或同等面等。 |
|
C级面 |
产品在移动或被打开时才能看到的面,如机箱的底面,内部零件的表面等 |
6 检验条件
6.1所有检验均应在正常照明光源为40W荧光灯(相当于80-120LUX光照),裸眼或矫正视力在1.0以上,并模拟最终使用条件下进行。检测过程中不使用放大镜,所检验表面和人眼取正常观察角度±45o角内,距离300mm。A级面在检测时应转动,以获得最大反光效果。B级面和C级面在检测期间不必转动。
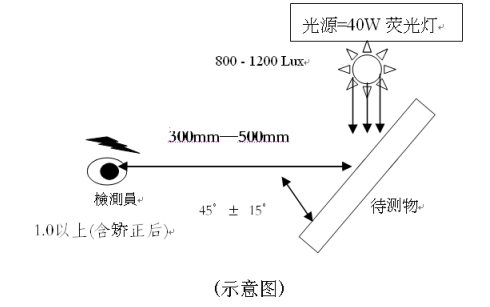
6.2 A级面停留15秒,B级面停留10秒,C级面停留5秒。
6.3 抽验水准(AQL):
|
不合格(缺陷)类别 |
严重 |
主要 |
一般 |
|
缺陷类别代码 |
A |
B |
C |
|
AQL |
0 |
1.5 |
2.5 |
7 检查项目
外观检查、结构尺寸检查、材质检查、特定试验(包括盐雾试验、附着力试验等)、包装检查。
8 判定条件
8.1所有的机构、功能要求以图面为准,关于机构尺寸公差如图面未直接于尺寸后标注其公差,则本公司孔的尺寸公差以±0.10mm管制,其他尺寸以±0.20mm进行管制,除非客戶有更为严格或特別要求。QE人員可视需要在SIP制定時缩小其公差,以利于生产管制,如丽辰公司供货商的产品有因SIP缩小公差管制的问题被判拒收,且可证实是丽辰公司事前未有通知厂商時,当批可以尽量吸收的原则协调处理,但供货商必须于下批改善。
8.2产品因为工艺的特性或设计结构的影响,而存在固有外观缺失(如冲压模具痕;电镀白斑、水紋,这类缺失通常以样品为基准進行判定,但其限度样品的建立需充分遵照本准则之要求,当未有建立样品時也可根据本标准進行判定。
8.3本指导准則已有定义而SIP另有规定的则以SIP之规格为准;本准则如与客戶标准有冲突時,以客戶之标准为准。如有未定义到的缺失类型,需以客戶为导向,双方协议处理。
8.4有争议的缺点項目,转请品管部門主管人員裁示。
8.5对模棱两可的缺失,若有争议, 转請品管部门主管人員裁示。
8.6如产品在前段检验过程中发現各項品质标准所列缺失,而在后制程加工可以掩盖,其完工后品质特性未降低者,在制造者的申請下,该缺失項目可列为允收(如铁材外观缺失在冲制过程中会被切除;电镀、烤漆可掩盖的缺陷)。
8.7散件出货外观等级,应根据客人实际使用装配时所在的等级面进行判定。
8.8产品的平面度需符合图面或客戶要求。通常以不超过该部位全长的2/1000为验收标准。
8.9凡与客户样板有差异,在难于判定的条件下由品管部、销售部主管人员给予判定。
8.10折曲角度:依图面订定之规格.未规定角度之公差按±1度管控.看折边是否到位,折弯处是否有裂纹及变形或拉料.
8.11攻牙:必需采用机械攻牙,不允许漏攻牙或攻斜, 不可滑牙及未攻到位、攻錯牙、牙孔破裂,最少应有三圈螺纹. 用相应螺纹塞规和光滑塞规检验通孔应止通合格。
8.12 冲孔:冲孔位置数量或EMI 点是否有少冲孔、冲錯、多孔,是否破裂变形.
8.13 铆合件须铆合到位且牢固平整,不可有毛刺、松动之現象。
8.14抽牙孔须完全,不得缺角或残留毛头且其孔径需符合要求。
8.15 铆钉(包括所有铝制铆钉和铁制铆钉)拉完后,須完整,不得破损、残尾、空心、毛边等不良現象,所有沉頭拉釘拉完后不可高于產品表面,允許铆钉有傾斜現象但其头部与产品表面间隙最大不可超过0.2mm。
8.16字模(包括客人要求的特殊符号如:接地符号,不得有残缺或重叠及不清晰的现象,且位置、大小、粗细符合图面规定。
8.17 点焊拉力,料厚在0.3mm工以下需大于5kg,其他需需大于15kg,点焊拉力測以试片针对机台及治具進行验证,试片材质、料厚需与生产之产品一致。当试片测试有异常時,則需对产品进行测试验证,产品验证如无异常则判定为OK。
8.18所有铆钉组合件、点焊组合件之组合后间隙需控制在:A面0.30mm以下,B面0.5以下,C面1.0以下。
8.19所有铆钉铆合后其尾端不可高于产品表面,且铆合后需承受15kg之推力。
8.20所有点焊之泡点大小如图面有标注的依图面标注的为准,如图面未标注的则依如下之标准进行管制:
需烤漆之部件Φ2.2O-2.50mm之间,高度0.40-0.50mm之间;
非烤漆之部件Φ2.50-2.80mm之间,高度0.40-0.50mm之间;
8.21电镀产品之电镀层厚度须符合图面规定,未明确规定者,须达5μm以上。
8.22高温熔接、切割作业部件不得有溅渣、脫焊、错位之现象。
8.23组立件(铆钉、铆合、点焊等)不可有错位、缺件、错件的现象。
8.24零件尺寸依图面或SIP规定的尺寸进行检验.
8.25复杂零件检验应进行组装实配,以验证零件的可使用性及功能.
9 检验程序
9.1 外观检验
缺陷类别:见9.1.1.3缺陷允收表
9.1.1 检验要求
9.1.1.1 允收总则
a) 可接受的缺陷不能影响该零件的装配和功能,否则,将被拒收。
b) 缺陷允收定义了各类缺陷的最小距离。对于较大的零件表面,可允收数量和该表面所包含的区域数量成正比,但是,两个或两个以上缺陷不能相连。
9.1.1.2 缺陷定义
7.1刮伤—因受外在影响对產品表面造成之线凹痕或痕迹 (分有感刮伤和无感刮伤。以指甲轻刮受损部位,如有指甲受阻及断差感則为有感刮傷)。
7.2凹凸痕—材料受力撞击/挤压或加工作业造成表面异常凸起或凹陷(表面并未出現目视可見的破裂)。
7.3撞伤—材料受力撞击而造成的损伤,且產品表面有破裂受损及断差感。
7.4擦伤—指材料表面因相互接触摩擦所导致的损伤。
7.5脏污— 一般为加工过程中,不明油漬或污物附着造成。
7.6杂质—通常是產品表面处理层中含有无法去除的杂物。
7.7变形—指因扭曲、挤压、撞击等因素导致的外观形狀与机构特性的变异。
7.8材质不符—使用非指定的原材料。
7.9断裂—部份材料与主体分离断裂或产生裂紋。
7.10毛边—在產品边缘棱角部位出現的粗糙或尖锐凸起物。
7.11异色—与基材颜色有差异之块、线、点狀不良。
7.12修饰不良—人为的一些修饰动作不当所造成。
7.13色差—顏色与标准的偏差。
7.14氧化—金属材料与空氧中的氧气起化学变化,而失去原有特性,如生锈。
7.15模痕—通常指冲压过程中,材料表面处理层受到模面挤压表面產生的痕迹或残破剥落,易发在折弯成形產品面之边緣,或是需要冲制刻印之处。
7.16拉模—一般指冲制產品拉伸或卸料不良拉拖所造成之不良。
7.17溅渣—焊点周围因焊接作業產生的小金属顆粒。
7.18脫焊—焊点分离。
7.19焊痕—焊接后留下的痕迹,涂装后仍可见到。
7.20硬度—材料质地坚固程度。
7.21光泽度—产品表面的光泽反射率。
7.22异物残留—在生產制程中,由于作业疏忽,致外物残留于工件上。
7.23字模—字的形形以及图的形狀与式样。
7.24错位—未依規定位置进行加工。
7.25缺件—未依規定数量进行加工。
7.26错件—未依规定零件進行加工。
7.27切割痕—切割、裁剪作業后所造成的痕迹。
7.28表面紋路—結构所要求的表面紋理狀况。
7.29脫层(翘皮)―表面浸、镀层附著力不佳,有剥落翘起的現象。
7.30针孔—产品表面呈细小圆孔狀不良。
7.31白斑—材料镀前表面锈蚀深及底材時,电镀后因光线折射,产生白色斑紋。
7.32电镀堆积—电镀不均,造成在某处堆积。
7.33顏色—材质的色泽。
7.35压痕线—折弯处的压线。
9.1.1.3 缺陷允收表(表1,表2,表3)
表1 钛金板及拉丝板以及反光板缺陷允收标准表
|
缺点类型 |
金属件判定标准 |
缺陷类别 |
||
|
A 面 |
B 面 |
C 面 |
||
|
刮 伤 |
允许宽0.2mm、长3mm以下无感刮伤二条,条与条之间距离70mm以上. |
允許寬<0.2mm、长<10mm以下无感刮伤三条,条与条之间距离在70mm以上. |
允許宽<0.4mm以下,长<40mm以下,刮伤三条. |
B |
|
碰 伤 |
面积≦0.2 mm2允許1处 |
面积≦1.0 mm2允許1处 |
面积≦2.0mm2允許2处 |
B |
|
断 裂 |
不允許 |
不允許 |
不允許 |
A |
|
毛 边 |
不允許 |
须通过UL1439測試或无刺手之感觉 |
材料厚度5%以下 |
A |
|
模 痕 |
不允許 |
允許不得有露底材之模具痕 |
允許无手感之模具痕 |
B |
|
氧 化 |
表面不允許(切断面斑点锈蚀不允許) |
表面不允許(切断面斑点锈蚀不允許) |
表面不允許(切断面斑点锈蚀允許) |
B |
|
凹凸痕 |
面积≦0.3mm2允許1处 |
面积≦2.0mm2允許2处 |
面积≦4.0mm2允許3处 |
B |
|
擦 伤 |
不允許 |
允許不得有露底材之擦伤 |
允許 |
B |
|
脏 污 |
不允許 |
不允許 |
面积≦0.50mm2,允许三处(距离大于50mm) |
C |
|
变 形 |
不允許 |
不允許 |
允許不影响组装之变形 |
B |
|
材质不符 |
不允許 |
不允許 |
不允許 |
A |
|
色 差 |
不允許 |
不允許 |
色差可接受. |
C |
|
针 孔 |
不允許 |
允許Φ0.2mm以下1个 |
允許Φ0.4mm以下2个 |
B |
|
脫层翘皮 |
不允許 |
不允許 |
不允許 |
A |
|
电鍍堆积 |
不允許 |
不允許 |
不允許 |
B |
表2 镀锌板及铝板缺陷允收标准表
|
缺点类型 |
金属件判定标准 |
缺陷类别 |
||
|
A 面 |
B 面 |
C 面 |
||
|
刮 伤 |
有感刮伤≦ 2mm,宽≦0.2mm. 允收2 条;宽0.3mm、长5mm以下无感刮伤二条,条与条之间距离70mm以上. |
有感擦伤长≦ 1mm,宽≦0.5mm. 允收1 条;宽<0.2mm、长<10mm以下无感刮伤三條,条与条之间距离在70mm以上. |
有感刮伤长≦ 4mm, 宽≦0.5mm. 允收4 条;无感刮伤宽<0.4mm以下,长<40mm以下,三条. |
B |
|
碰 伤 |
面积≦0.2 mm2允許1处 |
面积≦1.0 mm2, 深≦0.50mm允許1处 |
面积≦2.0mm2深≦0.50mm允許2处 |
B |
|
断 裂 |
不允許 |
不允許 |
不允許 |
A |
|
毛 边 |
不允許 |
须通过UL1439测试或无刺手之感觉 |
材料厚度5%以下 |
A |
|
模 痕 |
不允許 |
允許不得有露底材之模具痕 |
允許无手感之模具痕 |
B |
|
氧 化 |
表面不允許(切断面斑点锈蚀不允許) |
表面不允許(切断面斑点锈蚀不允許) |
表面不允許(切断面斑点锈蚀允許) |
B |
|
凹凸痕 |
面积≦0.3mm2深≦0.20mm允許1处 |
面积≦2.0mm2深≦0.30mm允許2处 |
面积≦4.0mm2深≦0.50mm允許3处 |
B |
|
擦 伤 |
不允許 |
允許不得有露底材之擦伤 |
允許 |
B |
|
脏 污 |
不允許 |
不允許 |
面积≦0.50mm2,允许三处(距离大于50mm) |
C |
|
变 形 |
不允許 |
不允許 |
允許不影响组装之变形 |
A |
|
材质不符 |
不允許 |
不允許 |
不允許 |
A |
|
色 差 |
不允許 |
不允許 |
色差可接受. |
C |
|
针 孔 |
不允許 |
允許Φ0.2mm以下1个 |
允許Φ0.4mm以下2个 |
B |
|
脫层翘皮 |
不允許 |
不允許 |
不允許 |
A |
|
电镀堆积 |
不允許 |
不允許 |
不允許 |
A |
表3 冷扎板缺陷允收标准表
|
缺点类型 |
金属件判定标准 |
缺陷类别 |
||
|
A 面 |
B 面 |
C 面 |
||
|
刮 伤 |
刮伤深≦0.1mm, 宽0.3mm 且在后工序烤漆后可以覆盖不可见之刮伤 |
刮伤深≦0.2mm, 宽0.5mm 且在后工序烤漆后可以覆盖不可见之刮伤 |
允收 |
B |
|
碰 伤 |
面积≦0.2 mm2允許1处 |
面积≦1.0 mm2, 深≦0.50mm允許1处 |
面积≦2.0mm2深≦0.50mm允許2处 |
B |
|
断 裂 |
不允許 |
不允許 |
不允許 |
A |
|
毛 边 |
不允許 |
須通过UL1439測試或无刺手之感觉 |
材料厚度5%以下 |
A |
|
模 痕 |
不允許 |
允許不得有露底材之模具痕 |
允許无手感之模具痕 |
B |
|
氧 化 |
表面不允許(切断面斑点锈蚀不允許) |
表面不允許(切断面斑点锈蚀不允許) |
表面不允許(切断面斑点锈蚀允許) |
B |
|
凹凸痕 |
面积≦0.3mm2深≦0.20mm允許1处 |
面积≦2.0mm2深≦0.30mm允許2处 |
面积≦4.0mm2深≦0.50mm允許3处 |
B |
|
擦 伤 |
允許深0.10以下且在烤漆后可以覆盖之擦伤 |
允許深0.10以下且在烤漆后可以覆盖之擦伤 |
允許 |
B |
|
变 形 |
不允許 |
不允許 |
允許不影响组装之变形 |
A |
|
材质不符 |
不允許 |
不允許 |
不允許 |
A |
|
针 孔 |
不允許 |
允許Φ0.2mm以下1个 |
允許Φ0.4mm以下2个 |
B |
9.2 外形尺寸及装配检验
缺陷类别:A类
9.2.1 抽检要求
5pcs/2H,AC=0,RE=1的抽验水准进行.
9.2.2 检验要求
a) 尺寸角度检验:用游标卡尺、千分尺测量外形尺寸及厚度,用角度尺测量其打弯角度,结果应符合图纸要求。
b) 通孔检验:用相应螺纹塞规和光滑塞规检验通孔应止通合格。
c) 实际装配检查:将待检样品装入预装部位,产品配合应良好,装配间隙及断差允许A级面≤0.3mm,B级面≤0.5mm,C级面≤1.0mm。
9.3 盐雾试验检验(仅适用于镀覆件)
缺陷类别:A类
9.3.1 抽检要求
当产品表面有异常情况出现或需要验证其表面抗氧化能力时,正常抽验5片,抽样方案应符合(n=5 Ac=0 Re=1)。
9.3.2 检验要求
把抽检的产品放至盐雾试验箱做盐雾试验,耐盐雾试验时间≥72h,其表面不生锈及发黑。
9.4 附着力检验(仅适用于镀覆件)
缺陷类别:A类
9.4.1 抽检要求
每批随机抽取5只进行检验,抽样方案应符合(n=5 Ac=0 Re=1)。
9.4.2 检验要求
用3M 810#胶带(或等同的3M胶带)紧贴于部件表面50mm长度,排出胶带与部件之间的空气,垂直90度,迅速撕开胶带,胶带上不可载有剥落金属皮膜。
9.5 材质检验
缺陷类别:A类
9.5.1产品材料应符合图纸、封样或产品档案的要求。
9.5.2材料以供应商提供的资质证明及出货检验报告为检验依据,按1次/年进行定期确认,每次抽样量为2个样本。
9.5.3首次送检确认或发生重大质量问题时可随时委托检验或由供应商提供权威性检测报告。
9.6 ROHS测试
缺陷类别:A类
9.6.1抽检要求
每批产品随机抽取1只,抽样方案应符合(n=1 Ac=0 Re=1),若有害物质含量接近限度值,则加严抽取10只,抽样方案应符合(n=10 Ac=0 Re=1)。
9.6.2 检验要求
将待测样品放入ROHS测试仪中,打开测试软件进行扫描测试,测试结果应符合规定要求。
9.7 包装检验
缺陷类别:C类
9.7.1 抽检要求
正常检查:一次抽样方案
9.7.2检验要求
包装必须完整,包装容器内无异物、脏污,包装上须有产品名称、型号、数量、生产日期、合格证等标识,包装应避免挤压、损伤、雨淋等因素。
广州华检商品检验有限公司|专业验货公司|第三方验货公司|第三方验货服务|货柜监装|第三方质检公司
 020-28912259
020-28912259 13602211515
13602211515 1580341840
1580341840 qq1580341940
qq1580341940

 +86 13602211515
+86 13602211515